
Photovoltaic Solar H1Z2Z2-K Cable
H1Z2Z2-K is a single-core DC 1500V cable specially designed for photovoltaic systems. It is widely used for connections between solar panels and inverters in solar power installations. Compliant with EN 50618 and IEC 62930 standards, it is suitable for indoor and outdoor use, both in fixed and mobile installations, and can withstand harsh environmental conditions. For installations where fire, smoke emissions, and toxic fumes create a potential risk to life and equipment, Water resistant to AD8.
- Flame Retardant Standard IEC/EN 60332-1-2
- Low Smoke Standard DIN EN 61034-1+2 / IEC 61034-1+2
- Halogen Free Standard DIN EN 60754-1 / IEC 60754-1
- Ozone and UV Resistant Standard EN60811-403, EN50396, ENISO4892-1/3
- Water Resistant Standard AD8
- Voltage Rating(Uo/U) AC: 1000/1000V DC: 1500/1500V
- Maximum Voltage(Umax) 1800V
- Test Voltage 6.5kV AC
- Temperature Rating Fixed: -40℃ to + 90℃
- Minimum Bending Radius 5 x Overall Diameter
- Maximum Conductor Temperature +120℃
Construction
Technical Specifications
Quality Control
Application
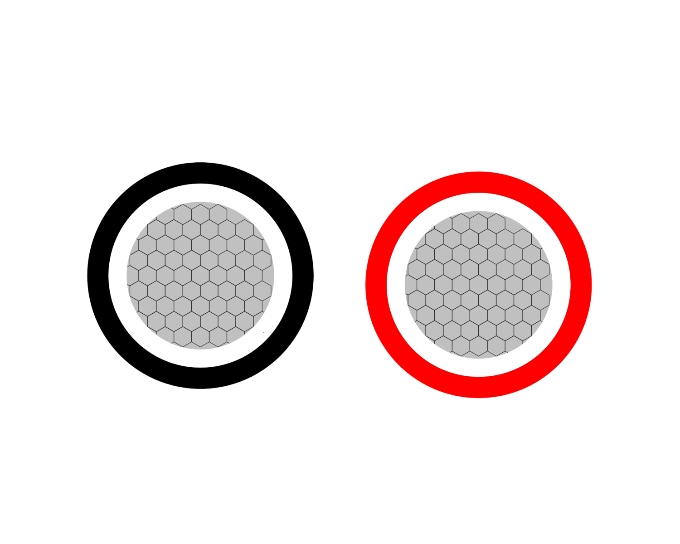
Construction
Photovoltaic Solar H1Z2Z2-K CableConductor
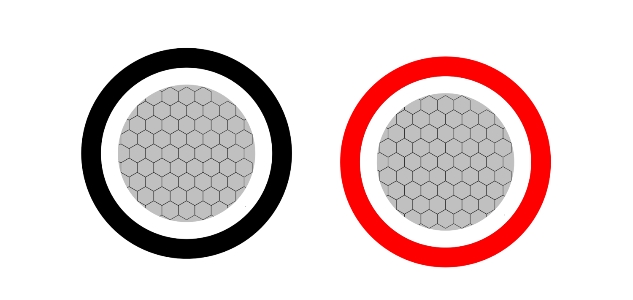
Conductor
Class 5 flexible tinned copper conductor
Insulation
Halogen-free cross-linked compound
Sheath
Halogen-free cross-linked, flame-retardant compound
Sheath Color
Black, Red, Other colors available on customer request
Technical Specifications
Photovoltaic Solar H1Z2Z2-K Cable
Dimension
Electrical Characteristics
| No.Of Cores | Nominal Cross-Sectional Area | Nominal Overall Diameter | Nominal Weight | Tensile Strength In Operation |
| mm² | mm | kg/km | N | |
| 1 | 1.5 | 4.6 | 36 | 22 |
| 1 | 2.5 | 5.0 | 46 | 37 |
| 1 | 4 | 5.6 | 62 | 60 |
| 1 | 6 | 6.1 | 82 | 90 |
| 1 | 10 | 7.1 | 125 | 150 |
| 1 | 16 | 8.5 | 190 | 240 |
| 1 | 25 | 10.4 | 285 | 375 |
| 1 | 35 | 11.5 | 385 | 525 |
| 1 | 50 | 13.7 | 540 | 750 |
| 1 | 70 | 15.8 | 740 | 1050 |
| 1 | 95 | 17.3 | 965 | 1350 |
| 1 | 120 | 19.1 | 1210 | 1800 |
| 1 | 150 | 21.4 | 1495 | 2250 |
| 1 | 185 | 24.9 | 1885 | 2775 |
| 1 | 240 | 27.3 | 2395 | 3600 |
| Nominal Cross-Sectional Area |
Maximum DC Resistance of Conductor at 20°C |
Maximum DC Resistance of Conductor at 90°C |
Current Carrying Capacity | ||
| Single Cable In Air | Single Cable On Surface | Two Cables Adjacent On the Surface | |||
| mm² | Ω/km | Ω/km | A | A | A |
| 1.5 | 13.70 | 17.468 | 30 | 29 | 24 |
| 2.5 | 8.21 | 10.468 | 41 | 39 | 33 |
| 4 | 5.09 | 6.490 | 55 | 52 | 44 |
| 6 | 3.39 | 4.322 | 70 | 67 | 57 |
| 10 | 1.95 | 2.486 | 98 | 93 | 79 |
| 16 | 1.24 | 1.581 | 132 | 125 | 107 |
| 25 | 0.795 | 1.013 | 176 | 167 | 142 |
| 35 | 0.565 | 0.720 | 218 | 207 | 176 |
| 50 | 0.393 | 0.501 | 276 | 262 | 221 |
| 70 | 0.277 | 0.353 | 347 | 330 | 278 |
| 95 | 0.21 | 0.267 | 416 | 395 | 333 |
| 120 | 0.164 | 0.209 | 488 | 464 | 390 |
| 150 | 0.132 | 0.168 | 566 | 538 | 453 |
| 185 | 0.108 | 0.137 | 644 | 612 | 515 |
| 240 | 0.0817 | 0.104 | 775 | 736 | 620 |
Quality Control
Photovoltaic Solar H1Z2Z2-K Cable
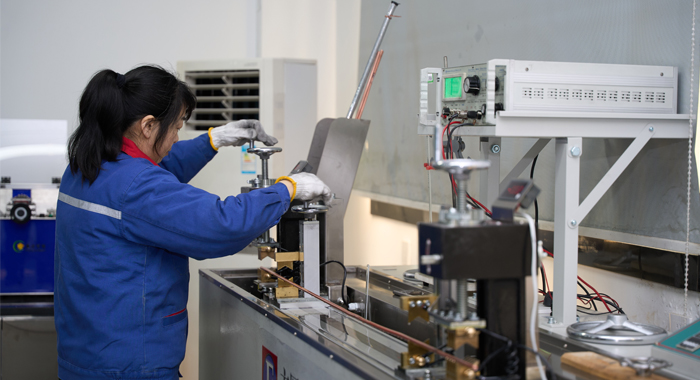
Raw Material Test
Raw material testing for the Photovoltaic Solar H1Z2Z2-K Cable ensures premium quality from the outset. Tinned copper strands are inspected for conductivity, plating thickness, and adhesion using microscopy and elution tests. Halogen-free insulation and sheath compounds undergo melt flow index, density, and filler content analysis. Additives for UV stabilization are verified via FTIR spectroscopy. Samples are subjected to thermal aging, ozone resistance pre-checks, and elongation at break. Contamination screening prevents defects. The step-by-step process: incoming batch verification, sampling per EN 50618, physical/chemical property testing (tensile, hardness), environmental resistance simulation, and material approval. Only qualified raw materials advance, guaranteeing the Photovoltaic Solar H1Z2Z2-K Cable's long-term durability, safety, and performance in harsh solar environments.

Process inspection
During the manufacturing of the Photovoltaic Solar H1Z2Z2-K Cable, rigorous process inspection maintains consistency. Conductor stranding is monitored for compactness and tinning uniformity. Dual-layer extrusion of insulation and sheath is controlled for concentricity and thickness using online laser gauges. Electron-beam crosslinking degree is verified through hot set tests at multiple points. Surface quality and color coding are visually checked. Spark testing detects pinholes in real-time. Dimensional accuracy and ovality are measured continuously. Key steps: material dryness confirmation pre-extrusion, parameter stabilization (temperature, speed), intermediate sampling for gel fraction, defect marking/removal, and crosslinking dose logging. This in-line monitoring ensures the Photovoltaic Solar H1Z2Z2-K Cable achieves void-free insulation, precise geometry, and full compliance with EN 50618 standards.

Finished Product
The finished Photovoltaic Solar H1Z2Z2-K Cable undergoes comprehensive testing for certification. Routine tests include conductor resistance, high voltage withstand (6.5kV AC/15kV DC), and insulation thickness verification. Flame propagation (single/bundle), smoke density, and halogen acid gas emission confirm safety. Long-term DC voltage immersion, thermal endurance, and UV/weatherometer tests validate durability. Shrinkage, ozone, and mechanical impact checks follow EN 50618 protocols. The process steps: sample preparation, sequential voltage application with immersion, flame exposure timing, environmental chamber cycling, post-test mechanical/electrical measurement, and visual inspection. Additional verifications cover flexibility at low temperature and surface marking permanence. Only cables passing all criteria are approved, ensuring the Photovoltaic Solar H1Z2Z2-K Cable delivers reliable, safe performance in photovoltaic systems.
Application
Photovoltaic Solar H1Z2Z2-K Cable is ideal for interconnecting solar panels in ground-mounted farms, rooftop arrays, floating PV plants, and off-grid systems. Perfect for DC strings, combiner boxes to inverters, and harsh outdoor environments requiring maximum reliability.








Technical Advantages
● 30+ years of manufacturing experience
● ISO and UL certified production
● Customized cable and transformer solutions











Product Packaging

Wires and Cables packaging (1)

Wires and Cables packaging (2)

Wires and Cables packaging (3)

Wires and Cables packaging (4)

Wires and Cables packaging (5)

Wires and Cables packaging (6)

Wires and Cables packaging (7)

Wires and Cables packaging (8)
Related Products
3/0 Cherrystone Aluminum Conductor Triplex Overhead Service Cable
The 3/0 Cherrystone Aluminum Conductor Triplex Overhead Service Cable is engineered to deliver safe, efficient, and durable overhead power distribution for utility networks. It features two insulated aluminum phase conductors helically wrapped around a bare aluminum neutral messenger, providing strong mechanical support and stable electrical performance. Manufactured using premium aluminum materials and high-performance insulation compounds, the 3/0 Cherrystone Aluminum Conductor Triplex Overhead Service Cable offers excellent resistance to corrosion, UV radiation, and environmental stress. Its optimized structure supports easy handling and installation while meeting utility and industry standards. The cable performs reliably under mechanical load, temperature variation, and prolonged outdoor exposure. Strict quality management systems and detailed testing procedures are implemented throughout production to ensure consistent performance and dependable service life.
2 AWG IRIS AAC Cable
The 2 AWG IRIS AAC Cable is a premium All Aluminum Conductor designed for efficient overhead power transmission and distribution. Manufactured with high-purity 1350-H19 aluminum wires in a 7-strand concentric lay configuration, this bare conductor offers excellent electrical conductivity and lightweight performance. Ideal for urban and rural utility networks, the IRIS AAC delivers superior current-carrying capacity up to 185 amps while maintaining low sag and high reliability in various weather conditions. Its corrosion-resistant properties ensure long service life with minimal maintenance. Rigorously tested from raw materials to finished product, the 2 AWG IRIS AAC Cable meets or exceeds ASTM B-230 and B-231 standards, providing optimal strength-to-weight ratio and low DC resistance of 0.260 ohms per 1000ft. Choose this dependable solution for cost-effective power delivery in overhead lines on poles and towers.
NTSCGECECWOU 8.7/15kV and 12/20kV Cable
NTSCGECECWOU 8.7/15kV and 12/20kV cable is a flexible medium voltage power cable manufactured according to DIN VDE 0250 standards, engineered for heavy-duty energy supply in mining, tunneling, and mobile equipment applications. Featuring Class 5 tinned copper conductors, EPR insulation, a halogen-free flame-retardant sheath, and concentric copper conductors for EMC protection, it ensures outstanding mechanical strength, oil and moisture resistance, and fire safety. Designed for reeling drum systems and mobile machinery, it is ideal for both indoor and outdoor use in harsh, demanding environments.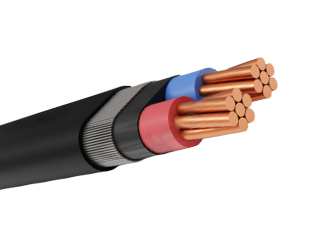
Copper Concentric Flat LV Cable 600/1000V
The Copper Concentric Flat LV Cable is engineered for safe and efficient low-voltage power delivery in residential and commercial applications. It consists of a stranded hard-drawn copper phase conductor with XLPE insulation, concentrically arranged copper neutral conductors, and a durable black polyethylene outer sheath. The flat design offers superior flexibility for easy installation in limited spaces while maintaining excellent electrical balance and mechanical protection. With high conductivity and UV-stabilized materials, this cable performs reliably in both overhead aerial and underground environments. The Copper Concentric Flat LV Cable meets international performance standards and undergoes extensive quality testing to ensure consistent performance, safety, and long service life for modern LV networks.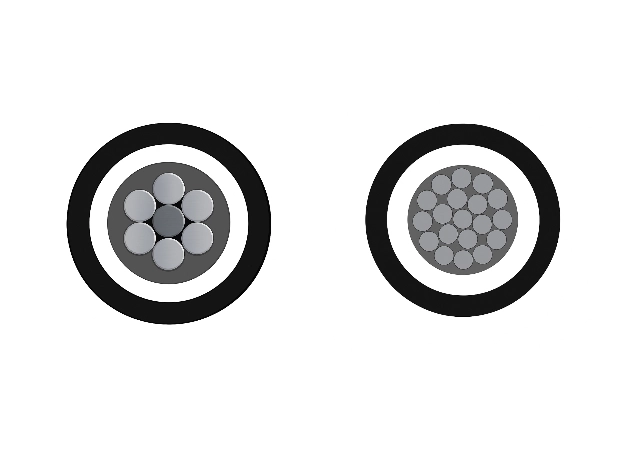
XLPE-HDPE Tree Cable Aluminum 25kV 1x70mm²
The XLPE-HDPE Tree Cable Aluminum 25kV 1x70mm² is specially designed for medium-voltage overhead distribution systems that demand higher load capacity. Its robust construction ensures outstanding performance and reliability even in harsh outdoor conditions, making it ideal for wooded areas, semi-urban environments, and locations where maintenance and tree-trimming need to be minimized. The conductor is made from high-conductivity aluminum alloy 1350 wires, round compacted with class 2 stranding, achieving a minimum conductivity of 61% IACS and a tensile strength of at least 130 MPa. Optional conductor shielding with an extruded semiconductor thermosetting compound is available for 15kV and 25kV applications, providing enhanced electrical performance. This 25kV XLPE-HDPE tree cable delivers reliable, eco-friendly power distribution with reduced maintenance needs. Its combination of high current capacity, environmental resilience, and long service life makes it a perfect solution for medium-voltage overhead networks in challenging outdoor settings.
Duplex URD Cable
The Duplex URD Cable is a high-performance 600V underground residential distribution cable designed for reliable service entrance and secondary power delivery. It consists of two insulated AA8000 aluminum alloy phase conductors and a concentric neutral, all protected by a tough black polyethylene sheath. The duplex configuration provides a compact, easy-to-install solution for direct burial applications. Manufactured with XLPE insulation, this cable offers excellent electrical properties, moisture resistance, and long-term durability. The Duplex URD Cable is lightweight, flexible, and cost-effective compared to copper alternatives while maintaining high conductivity and mechanical strength. It meets UL 854, ICEA, and ASTM standards and undergoes rigorous quality testing from raw materials to finished product, ensuring consistent performance in underground environments.FAQ From Customers
-
What are the advantages of power cables and overhead lines?(1) Reliable operation, because it is installed in a hidden place such as underground, it is less damaged by external forces, has less chance of failure, and the power supply is safe, and it will not cause harm to people; (2) The maintenance workload is small and frequent inspections are not required; (3) No need to erect towers; (4) Help improve power factor.
-
Which aspects should be considered when choosing the cross section of a power cable?(1) The long-term allowable working current of the cable; (2) Thermal stability once short circuited; (3) The voltage drop on the line cannot exceed the allowable working range.
-
What are the measures for cable fire prevention?(1) Use flame-retardant cables; (2) Use fireproof cable tray; (3) Use fireproof paint; (4) Fire partition walls and fire baffles are installed at cable tunnels, mezzanine exits, etc.; (5) Overhead cables should avoid oil pipelines and explosion-proof doors, otherwise local pipes or heat insulation and fire prevention measures should be taken.
-
What should be paid attention to during the transportation and handling of cables?(1) During transportation, loading and unloading, cables and cable reels should not be damaged. It is strictly forbidden to push the cable reels directly from the vehicle. Generally, cables should not be transported and stored flat. (2) Before transporting or rolling the cable reel, ensure that the cable reel is firm, the cable is wound tightly, the oil pipe between the oil-filled cable and the pressure oil tank should be fixed without damage, the pressure oil tank should be firm, and the pressure indication should meet the requirements.
-
What inspections should be carried out for the acceptance of cable lines?(1) The cable specifications should meet the regulations, the arrangement should be neat, no damage, and the signs should be complete, correct and clear; (2) The fixed bending radius of the cable, the related distance and the wiring of the metal sheath of the single-core power cable should meet the requirements; (3) The cable terminal and the middle head should not leak oil, and the installation should be firm. The oil pressure of the oil-filled cable and the meter setting should meet the requirements; (4) Good grounding; (5) The color of the cable terminal is correct, and the metal parts such as the bracket are completely painted; (6) There should be no debris in the cable trench, tunnel, and bridge, and the cover should be complete.
Welcome your inquiry
Honesty, Integrity, Frugality, Activeness and Passion