
NA2XSY Medium Voltage Power Cable(6/10kV, 12/20kV, 18/30kV)
NA2XSY are medium voltage power cables with aluminum conductors and XLPE insulation, designed according to IEC 60502-2 standards. Constructed with aluminium conductors, thermosetting XLPE insulation, metallic screen (copper tape or wires), and tough PVC outer sheath, it meets IEC 60502-2 requirements. The screen ensures electromagnetic compatibility and fault protection. Low tan delta, high breakdown strength, and excellent thermal endurance minimize losses and support overloads. PVC sheath provides reliable mechanical and moisture protection for fixed installations. Optional longitudinal water-blocking improves performance in damp areas. Flame-retardant and easy to install, the NA2XSY Medium Voltage Power Cable is favored for power grids, manufacturing plants, commercial developments, and renewable energy sites demanding cost-efficient single-core medium voltage cabling with proven durability and performance in buried or tray installations worldwide.
-
Voltage Rating(Uo/U)(Um)
6/10 (12) KV
12/20 (24)KV
18/30 (36)KV - Temperature Rating Fixed: -40°C to +90°C Flexed: -25°C to +70°C
- Minimum Bending Radius 15 x overall diameter
Construction
Technical Specifications
Quality Control
Application
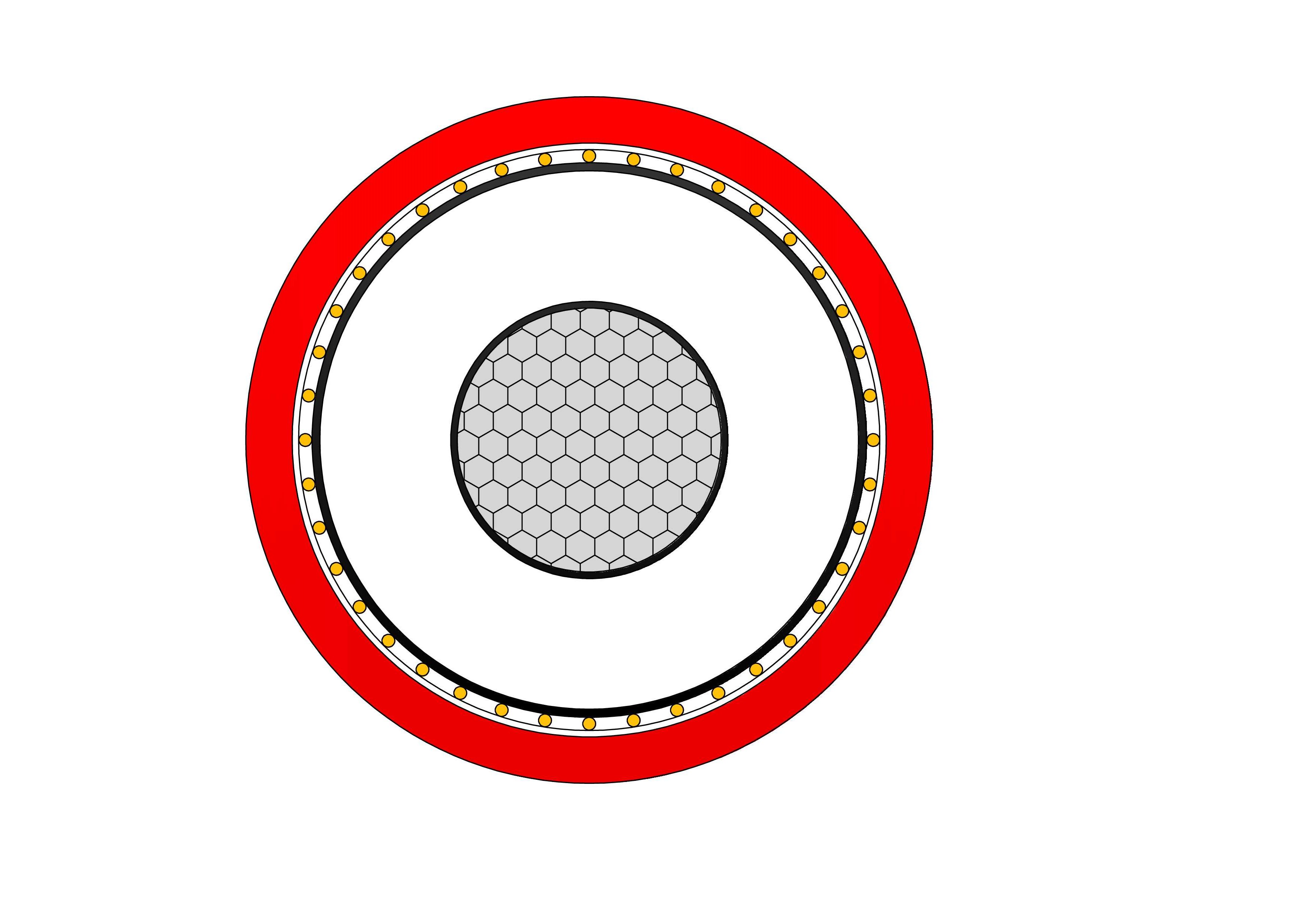
Construction
NA2XSY Medium Voltage Power Cable Constrution
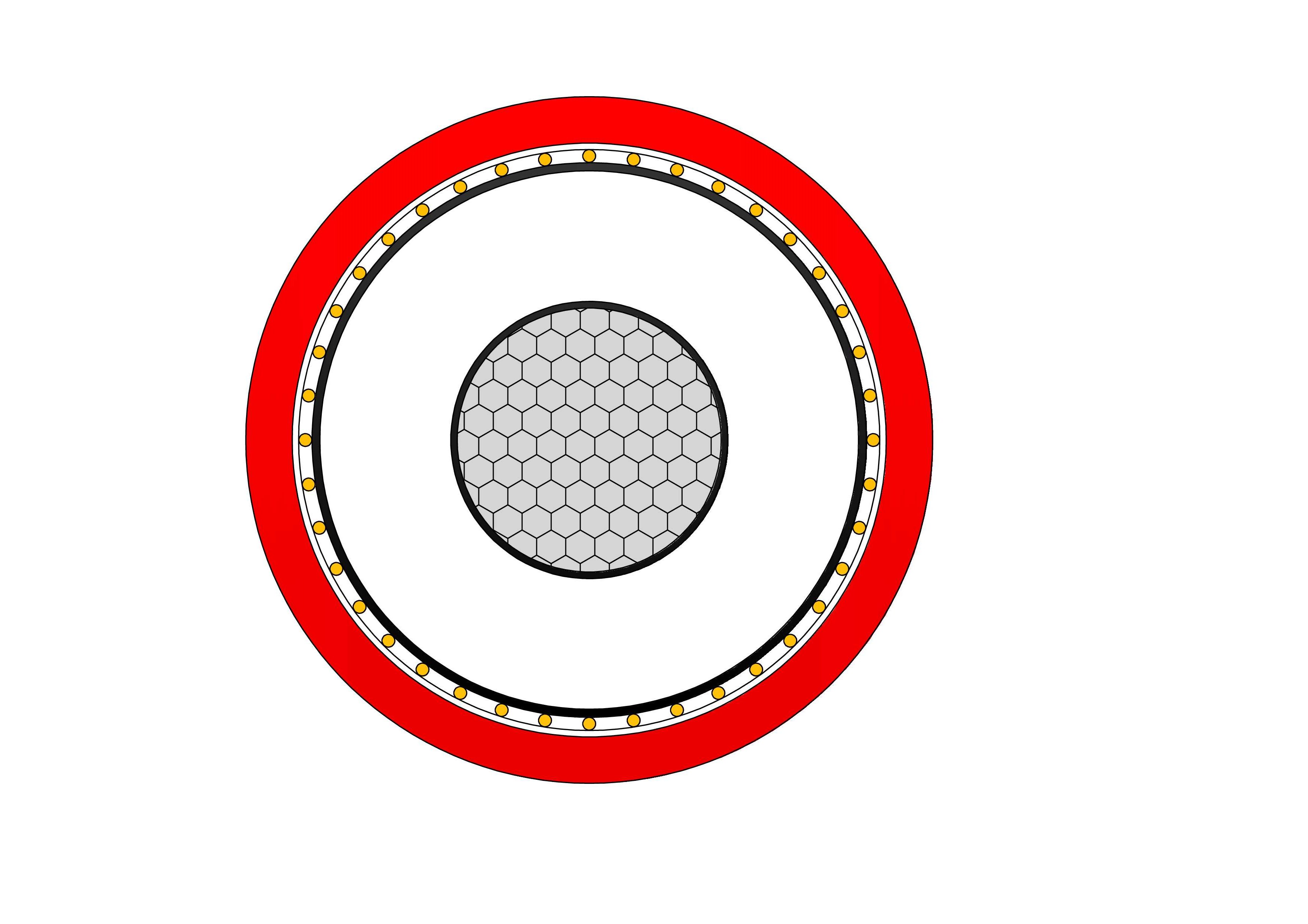
Conductor
Class 2 stranded aluminium conductor
Insulation
XLPE (Cross-Linked Polyethylene)
Conductor Screen
Semi-conductive material
Insulation Screen
Semi-conductive material
Screen
Copper Wires
Sheath
PVC (Polyvinyl Chloride)
Sheath Color
Red
Manufacturer Standard
IEC 60502-2, EN 60228
Flame retardant
IEC/EN 60332-1-2
Technical Specifications
NA2XSY Medium Voltage Power Cable(6/10kV, 12/20kV, 18/30kV)
NA2XSY 6/10 (12) KV
NA2XSY 12/20 (24)KV
NA2XSY 18/30 (36)KV
| No. Of Cores | Nominal Cross Sectional Area | Nominal Overall Diameter | Nominal Weight | |
| Conductor | Copper Wire Screen | |||
| mm2 | mm2 | mm | KG/KM | |
| 1 | 35 | 16 | 28 | 700 |
| 1 | 50 | 16 | 29 | 750 |
| 1 | 70 | 16 | 31 | 850 |
| 1 | 95 | 16 | 32 | 950 |
| 1 | 120 | 16 | 34 | 1050 |
| 1 | 150 | 25 | 35 | 1300 |
| 1 | 185 | 25 | 37 | 1400 |
| 1 | 240 | 25 | 39 | 1650 |
| 1 | 300 | 25 | 40 | 1850 |
| 1 | 400 | 35 | 45 | 2300 |
| No. Of Cores | Nominal Cross Sectional Area | Nominal Overall Diameter | Nominal Weight | |
| Conductor | Copper Wire Screen | |||
| mm2 | mm2 | mm | KG/KM | |
| 1 | 35 | 16 | 28 | 700 |
| 1 | 50 | 16 | 29 | 750 |
| 1 | 70 | 16 | 31 | 850 |
| 1 | 95 | 16 | 32 | 950 |
| 1 | 120 | 16 | 34 | 1050 |
| 1 | 150 | 25 | 35 | 1300 |
| 1 | 185 | 25 | 37 | 1400 |
| 1 | 240 | 25 | 39 | 1650 |
| 1 | 300 | 25 | 40 | 1850 |
| 1 | 400 | 35 | 45 | 2300 |
| No. Of Cores | Nominal Cross Sectional Area | Nominal Overall Diameter | Nominal Weight | |
| Conductor | Copper Wire Screen | |||
| mm2 | mm2 | mm | KG/KM | |
| 1 | 50 | 16 | 41 | 1190 |
| 1 | 70 | 16 | 42 | 1315 |
| 1 | 95 | 16 | 43 | 1450 |
| 1 | 120 | 16 | 45 | 1580 |
| 1 | 150 | 25 | 47 | 1800 |
| 1 | 185 | 25 | 49 | 1965 |
| 1 | 240 | 25 | 51 | 2230 |
| 1 | 300 | 25 | 53 | 2470 |
| 1 | 400 | 35 | 56 | 2920 |
Quality Control
NA2XSY Medium Voltage Power Cable(6/10kV, 12/20kV, 18/30kV)
Raw Material Test
Raw material testing for the NA2XSY Medium Voltage Power Cable (6/10kV, 12/20kV, 18/30kV) ensures economical yet high-quality inputs. Aluminium conductors are inspected for electrical grade purity, conductivity, and elongation per IEC standards. XLPE insulation compound is analyzed for density, melt flow index, antioxidant content, and impurities using OIT, DSC, and microscopy. Screen materials (copper tape/wire) undergo thickness, adhesion, and resistivity verification. PVC sheath granules face thermal stability, plasticizer levels, and hardness testing. Water-blocking tapes are checked for swelling efficiency. Samples endure tensile strength, elongation, and accelerated aging trials. The step-by-step process: incoming batch verification, sampling protocol, chemical composition analysis via spectrometry, mechanical/electrical property testing (before/after aging), environmental pre-checks, and material approval decision.

Process inspection
During production of the NA2XSY Medium Voltage Power Cable (6/10kV, 12/20kV, 18/30kV), process inspection maintains precision. Aluminium stranding is monitored for compactness and surface quality using laser gauges. Triple extrusion (conductor shield, XLPE insulation, insulation shield) controls thickness uniformity and concentricity with online X-ray systems. Screen application verifies tape overlap or wire lay and bonding. PVC sheath extrusion includes real-time spark testing and diameter verification. Water-blocking integration is checked for placement. Marking permanence and sheath color are inspected. Key steps: material pre-drying confirmation, extrusion/screening parameter logging (temperature, pressure), intermediate hot set tests for crosslinking degree, partial discharge monitoring, defect detection/correction, and post-process cooling control.

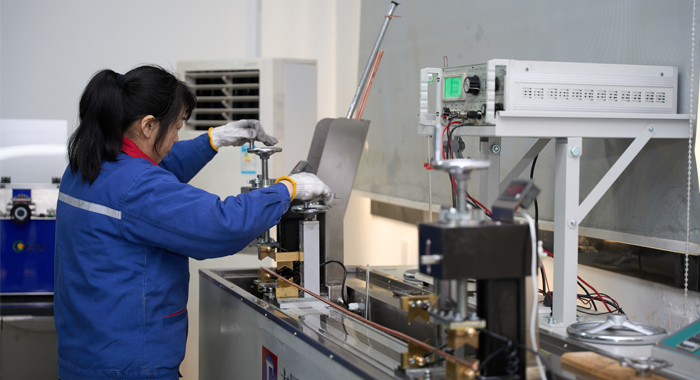
Finished Product
The finished NA2XSY Medium Voltage Power Cable (6/10kV, 12/20kV, 18/30kV) undergoes extensive testing for certification. Routine tests include conductor resistance, AC high voltage withstand (up to 3.5U0), partial discharge (≤5pC), screen continuity, and insulation/sheath thickness measurement. Type tests cover lightning impulse, thermal cycling, and water penetration. Tan delta measurement evaluates dielectric losses. The process steps: sample preparation with terminations, gradual voltage ramp-up, PD monitoring with calibrated equipment, timed hold at test voltage, environmental conditioning (heat/water), mechanical bending, post-test electrical/mechanical re-measurement, and visual inspection. Additional verifications include capacitance, shrinkage, flame retardancy, and marking durability.
Application
NA2XSY Medium Voltage Power Cable (6/10kV, 12/20kV, 18/30kV) is ideal for underground power transmission in utilities, industrial facilities, solar/wind farms, and urban substations. Suitable for direct burial or ducts connecting transformers, switchgear, and generators in moderate environmental conditions with a cost-effective aluminium design.








Technical Advantages
● 30+ years of manufacturing experience
● ISO and UL certified production
● Customized cable and transformer solutions











Product Packaging

Wires and Cables packaging (1)

Wires and Cables packaging (2)

Wires and Cables packaging (3)

Wires and Cables packaging (4)

Wires and Cables packaging (5)

Wires and Cables packaging (6)

Wires and Cables packaging (7)

Wires and Cables packaging (8)
Related Products
1/0 Murex Aluminum Conductor Triplex Overhead Service Drop Cable
1/0 Murex Triplex Aluminum Conductor Overhead Service Drop Cable is engineered for reliable aerial power transmission from pole-mounted transformers to the user's service entrance. Featuring two insulated phase conductors and a bare neutral AAC messenger, this triplex cable is ideal for low-voltage overhead distribution systems. Each conductor is made of 1350-H19 series aluminum, known for high conductivity and lightweight properties. The conductors are individually insulated with black cross-linked polyethylene (XLP), offering excellent resistance to sunlight, abrasion, and moisture. This cable is rated for up to 600 volts, and operates at 75°C (PE insulation) or 90°C (XLP insulation), meeting or exceeding all applicable ASTM and ANSI/ICEA S-76-474 standards.SSCHOU-mining-cable.webp)
(N)SSCHOU-J 0.6/1kV Mining Cable
The (N)SSCHOU-J 0.6/1kV cable is a flexible, rubber-insulated low voltage power cable designed in accordance with VDE 0250 standards. It is engineered for underground mining, tunneling, and heavy-duty industrial applications where flame retardancy, oil resistance, EMC protection, and mechanical durability are critical. With tinned copper conductors, robust rubber insulation, and a tinned copper wire braid (TCWB) screen for electromagnetic compatibility, this cable offers high electrical safety and mechanical reliability. It is suitable for dry, damp, wet, and hazardous environments, both indoors and outdoors, and can be permanently submerged in water up to 100 meters. Ideal for frequency converter drives and installations requiring superior shielding and long service life.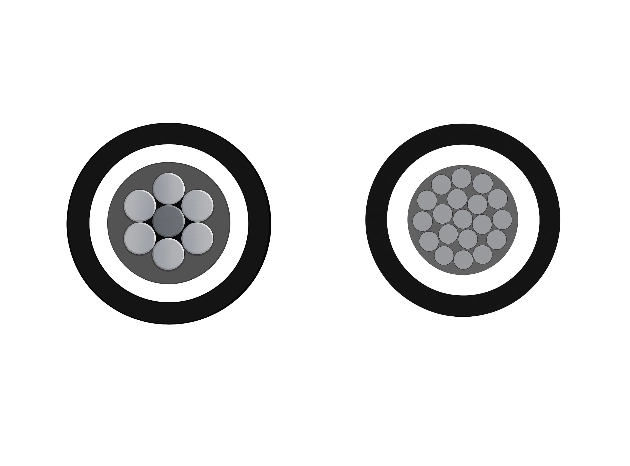
XLPE-HDPE Tree Cable Aluminum 25kV 1x95mm²
The XLPE-HDPE Tree Cable Aluminum 25kV 1x95mm² is engineered for medium-voltage overhead distribution networks that demand very high current capacity. Ideal for long-distance transmission in rural, industrial, and high-demand urban areas, this cable provides exceptional reliability and performance under harsh environmental conditions. Its design minimizes energy losses, supports stable power supply, and ensures dependable large-scale power distribution. Constructed with high-conductivity aluminum alloy 1350 wires, the conductor features round compacted, class 2 stranding with a minimum conductivity of 61% IACS and tensile strength of at least 130 MPa. Optional conductor shielding with extruded semiconductor thermosetting compound is available for enhanced performance in 15kV and 25kV applications. With its high current capacity, robust construction, and environmental resilience, the XLPE-HDPE 25kV tree cable 1x95mm² delivers reliable, long-term power distribution for challenging overhead network applications.
H07ZZ-F 450/750V Low Voltage Power Cable
H07ZZ-F 450/750V Low Voltage Power Cable is a halogen-free, low-smoke flexible power cable designed according to IEC and VDE standards, suitable for fixed installation in dry or damp indoor environments, especially in public buildings where high fire safety requirements apply. Featuring class 5 fine stranded plain copper conductors, cross-linked polyethylene (XLPE) insulation, and low smoke zero halogen (LSZH) elastomer outer sheath, it complies with EN 50525-3-21 and IEC 60332 standards. In fire conditions, it emits minimal smoke and no toxic halogen gases, ensuring safety in confined or public spaces. Excellent flexibility with tight bending radius simplifies installation in complex routing. Ideal for fixed and movable applications requiring enhanced fire safety and environmental compliance in industrial, commercial, and building services projects worldwide.
600/1000V XLPE Insulated Low Voltage Power Cable to IEC 60502-1 Standard
The 600/1000V XLPE Insulated Low Voltage Power Cable manufactured to IEC 60502-1 is engineered to provide dependable power transmission in demanding electrical installations. High-purity conductors combined with XLPE insulation deliver excellent electrical stability, high current capacity, and resistance to thermal aging. XLPE insulation allows higher operating temperatures and improved mechanical strength, ensuring long-term performance under continuous service conditions. Rated for 600/1000V systems, this cable supports safe and efficient power distribution in fixed installations. Compliance with IEC 60502-1 ensures the cable meets international standards for design, testing, and operational safety. Its robust construction makes it suitable for indoor, outdoor, and underground applications where durability and reliability are essential.
NS75/NS90 Triplex Unjacketed Overhead Neutral Supported Cable
The NS75/NS90 Triplex Unjacketed Overhead Neutral Supported Cable is designed for reliable single-phase or three-phase overhead power distribution. Its UV-resistant XLP insulation withstands sunlight, abrasion, chemicals, and extreme weather, delivering long service life even in harsh climates. Rated 600V and CSA certified, this cable is available in duplex, triplex, and quadruplex configurations to meet both residential and commercial service drop requirements.FAQ From Customers
-
What are the advantages of power cables and overhead lines?(1) Reliable operation, because it is installed in a hidden place such as underground, it is less damaged by external forces, has less chance of failure, and the power supply is safe, and it will not cause harm to people; (2) The maintenance workload is small and frequent inspections are not required; (3) No need to erect towers; (4) Help improve power factor.
-
Which aspects should be considered when choosing the cross section of a power cable?(1) The long-term allowable working current of the cable; (2) Thermal stability once short circuited; (3) The voltage drop on the line cannot exceed the allowable working range.
-
What are the measures for cable fire prevention?(1) Use flame-retardant cables; (2) Use fireproof cable tray; (3) Use fireproof paint; (4) Fire partition walls and fire baffles are installed at cable tunnels, mezzanine exits, etc.; (5) Overhead cables should avoid oil pipelines and explosion-proof doors, otherwise local pipes or heat insulation and fire prevention measures should be taken.
-
What should be paid attention to during the transportation and handling of cables?(1) During transportation, loading and unloading, cables and cable reels should not be damaged. It is strictly forbidden to push the cable reels directly from the vehicle. Generally, cables should not be transported and stored flat. (2) Before transporting or rolling the cable reel, ensure that the cable reel is firm, the cable is wound tightly, the oil pipe between the oil-filled cable and the pressure oil tank should be fixed without damage, the pressure oil tank should be firm, and the pressure indication should meet the requirements.
-
What inspections should be carried out for the acceptance of cable lines?(1) The cable specifications should meet the regulations, the arrangement should be neat, no damage, and the signs should be complete, correct and clear; (2) The fixed bending radius of the cable, the related distance and the wiring of the metal sheath of the single-core power cable should meet the requirements; (3) The cable terminal and the middle head should not leak oil, and the installation should be firm. The oil pressure of the oil-filled cable and the meter setting should meet the requirements; (4) Good grounding; (5) The color of the cable terminal is correct, and the metal parts such as the bracket are completely painted; (6) There should be no debris in the cable trench, tunnel, and bridge, and the cover should be complete.
Welcome your inquiry
Honesty, Integrity, Frugality, Activeness and Passion