
AAAC Rabbit Conductor Cable
AAAC RABBIT conductor is a compact, high-performance All Aluminum Alloy Conductor manufactured using 6201-T81 aluminum alloy, in compliance with ASTM B399, IEC 61089, and BS EN 50182 standards. Named "Rabbit" for its 50 mm² nominal area with 7-strand configuration, it offers superior conductivity (61% IACS) and tensile strength (295 MPa min) compared to ACSR. Made from heat-treated aluminum-magnesium-silicon alloy (6201-T81), this cable provides excellent corrosion resistance, low weight, and reduced sag for longer spans. Compliant with ASTM B398, B399, IEC 61089, and BS EN 50182 standards, it supports voltages up to 33kV with ampacity up to 250A at 75°C. The homogeneous alloy construction eliminates bimetallic corrosion and ensures uniform mechanical properties. The AAAC Rabbit Conductor Cable minimizes line losses, withstands harsh weather, and requires minimal maintenance. Ideal for rural electrification, urban upgrades, and renewable energy integrations, it delivers reliable, cost-effective power delivery in overhead lines worldwide, outperforming traditional conductors in corrosive or coastal environments.
- Voltage Rating Up to 33kV (typical)
-
Temperature Rating
Operating: -10°C to +90°C
Short-circuit (5s): up to 250°C
Construction
Technical Specifications
Quality Control
Application
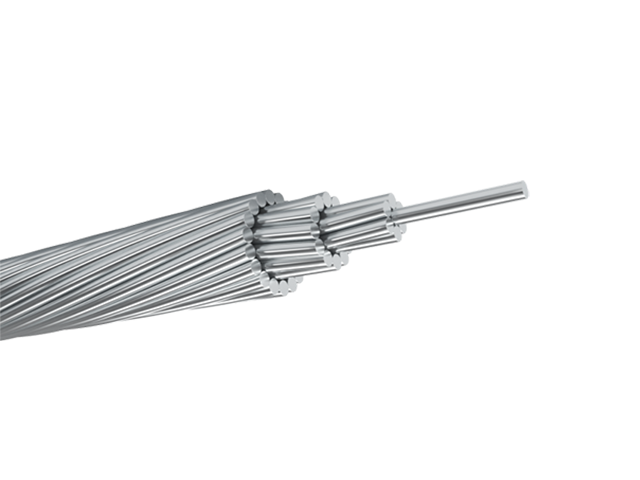
Construction
AAAC Rabbit Conductor Cable Construction
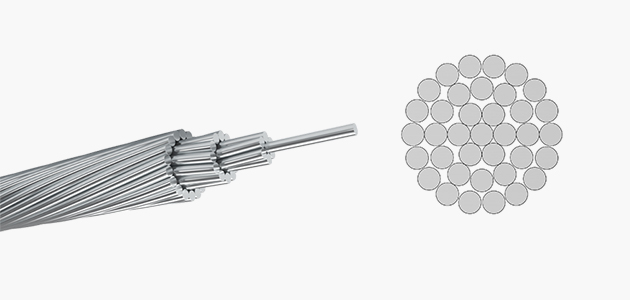
Conductor
Stranded aluminum alloy 6201-T81 (Class A or AA)
Core
Concentric lay, single or multi-strand round wires
Surface
Bare, smooth finish with high corrosion resistance
Manufacturer Standard
ASTM B399, IEC 61089, BS EN 50182
Application
AAAC RABBIT conductors are commonly used in low to medium voltage overhead distribution networks across rural, township, and semi-urban areas, where moderate mechanical strength, corrosion resistance, and cost-effective performance are required for short to medium-span installations.
Key Features
Good tensile strength for short to medium-span applications
Stable electrical performance under varying weather conditions
Lightweight and corrosion-resistant, reducing maintenance needs
Cost-effective solution for overhead distribution systems
Stable electrical performance under varying weather conditions
Lightweight and corrosion-resistant, reducing maintenance needs
Cost-effective solution for overhead distribution systems
Technical Specifications
AAAC Rabbit Conductor Cable
AAAC Rabbit Conductor Cable
| Construction characteristics | |
| Type of cable | Rabbit |
| Type of conductor | Circular, stranded |
| Conductor material | aluminum / Steel Core |
| Conductor flexibility | Class A |
| Conductor shape | Circular non compacted |
| Dimensional characteristics | |
| Conductor cross-section (AWG/KCMIL) | 2 |
| Aluminium cross-section | 34.59 mm² |
| Number of aluminium wires | 6 |
| Diameter of aluminium wires | 2.84 mm |
| Number of steel wires | 1 |
| Diameter of steel wires | 2.84 mm |
| Conductor diameter | 8.01 mm |
| Average geometric radius | 0.00318 m |
| Aluminium content | 92.6 kg/km |
| Steel content | 45.6 kg/km |
| Approximate weight | 136.2 kg/km |
| Conductor cross-section | 39.19 mm² |
| Maximum outer diameter | - mm |
| Nominal outer diameter | 8.01 mm |
| Number of cores | 1 |
| Number of round wires | - |
| Electrical characteristics | |
| Max. DC resistance of the conductor at 20°C | 0.8541 Ohm/km |
| Max. electric resistance AC 60Hz 75°C | 1.102 Ohm/km |
| Inductive reactance | 0.4362 Ohm/km |
| Capacitive reactance | 0.2835 MOhm.km |
| Ampacity | 190.0 A |
| Rated Voltage Uo/U (Um) | - |
| Mechanical characteristics | |
| Rated breaking load (Class A) | 1290 kgf |
| Rated breaking load (Class B) | 1252 kgf |
| Hardness type | 1350-H19 |
| Usage characteristics | |
| Length | 2220 m |
| Reel net weight | 340 kg |
| Packaging | Reel 80/45 |
| Fire resistant | |
| Flame retardant | |
Quality Control
AAAC Rabbit Conductor Cable
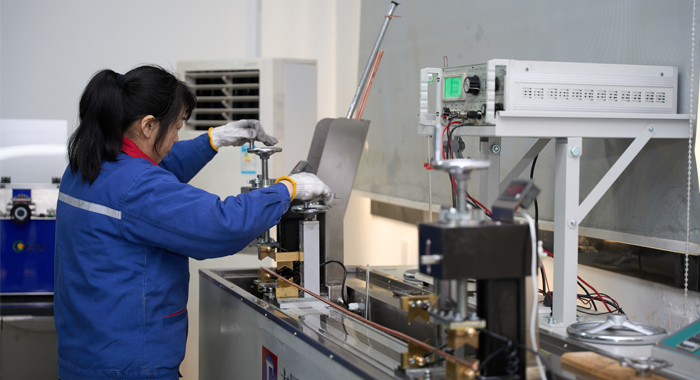
Raw Material Test
Raw material testing for the AAAC Rabbit Conductor Cable ensures compliance with ASTM B398 and IEC 61089 standards. Aluminum alloy ingots (6201-T81) are inspected for chemical composition (Mg 0.6-0.9%, Si 0.5-0.9%, Fe <0.5%) using spectrometry. Wires undergo conductivity (>53% IACS), tensile strength (295-325 MPa), and elongation (>3.5%) checks with universal machines. Samples are subjected to heat treatment simulation at 180°C for aging verification and impurity analysis via microscopy. Corrosion resistance is tested in salt spray chambers for 1000 hours. The structured process: incoming batch verification, random sampling, physical/mechanical testing (diameter 3.35mm ±0.03mm, weight per length), chemical confirmation, accelerated aging trials, and material release decision.

Process inspection
Process inspection in AAAC Rabbit Conductor Cable manufacturing follows ASTM B399. Wire drawing controls the diameter (3.35mm ±0.03mm) and ovality with calipers. Solution heat treatment furnace logs temperature (500-550°C) and quench rate for alloy hardening. The aging oven maintains 180°C for the T81 temper. The stranding machine verifies 7-wire configuration, lay length (12-16 times diameter), and compression. Surface finish and marking are checked online. Key steps: pre-process alloy homogenization confirmation, parameter stabilization (speed 20m/min), in-line tensile sampling, defect scanning (cracks/inclusions), and corrective rework. This multi-point control guarantees the AAAC Rabbit Conductor Cable's uniform temper, tight stranding, mechanical balance, and standard compliance for optimal overhead installation.

Finished Product
Finished AAAC Rabbit Conductor Cable testing validates ASTM B399 specs. Routine checks: diameter (10.05mm), weight (149 kg/km), resistance (0.552 Ω/km). Mechanical: tensile (5.85 kN min), elongation. The process steps: sample cutting, grip mounting, load increase to failure, data recording, and fracture examination. Corrosion: 1000-hour salt spray. Additional: sag-tension at 75°C, weather cycling (UV/heat). Passing confirms the AAAC Rabbit Conductor Cable's low expansion, high ampacity, corrosion resistance, and suitability for overhead lines.
Application
Ideal for overhead medium-voltage lines in coastal utilities, wind farms, and grid extensions. Used for spans 150-250m in corrosive environments, connecting transformers to consumers for efficient, lightweight power delivery in urban and rural areas.








Technical Advantages
● 30+ years of manufacturing experience
● ISO and UL certified production
● Customized cable and transformer solutions











Product Packaging

Wires and Cables packaging (1)

Wires and Cables packaging (2)

Wires and Cables packaging (3)

Wires and Cables packaging (4)

Wires and Cables packaging (5)

Wires and Cables packaging (6)

Wires and Cables packaging (7)

Wires and Cables packaging (8)
Related Products
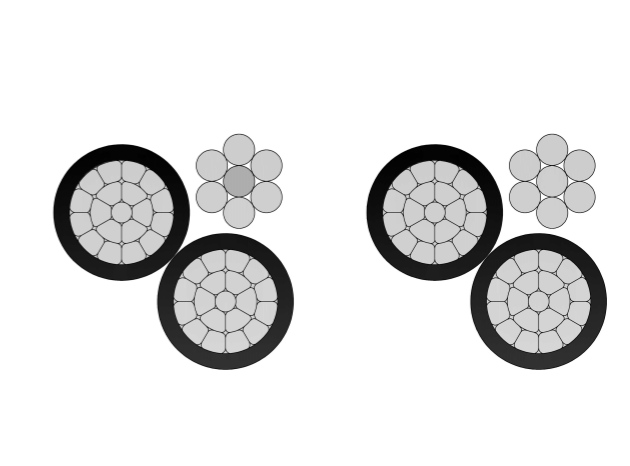
2 Cockle Aluminum Conductor Triplex Overhead Service Drop Cable
The 2 Cockle Triplex Aluminum Overhead Service Drop Cable is designed for delivering reliable electrical service from pole-mounted transformers directly to residential or light commercial service entrances. It features two-phase conductors and a neutral messenger, constructed with high-quality ACSR (Aluminum Conductor Steel Reinforced) for strength and durability in overhead installations. Each phase conductor is insulated with black cross-linked polyethylene (XLPE), providing excellent resistance to moisture, UV exposure, and environmental stress, making it ideal for outdoor, overhead, and utility service drop applications.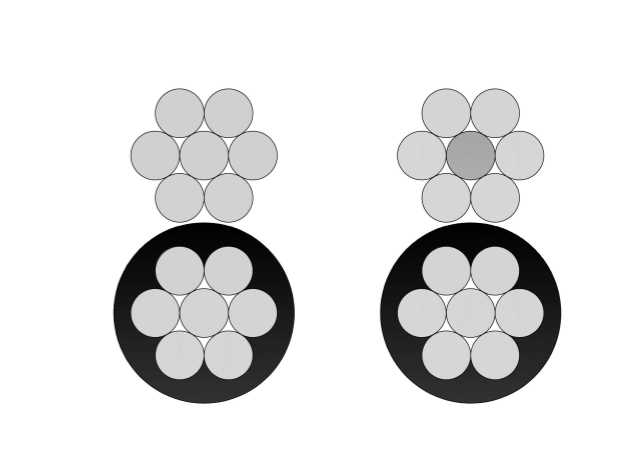
2 Doberman Aluminum Conductor Duplex Overhead Service Drop Cable
The 2 Doberman Aluminum Conductor Duplex Overhead Service Drop Cable is designed to provide efficient and dependable power delivery in overhead secondary distribution systems. Constructed with stranded aluminum conductors, the duplex configuration combines electrical conductivity with mechanical support for service drop installations. The No. 2 Doberman size is suitable for standard service drop spans, offering reliable load capacity with controlled sag under varying environmental conditions. Aluminum conductors reduce overall cable weight, simplify handling, and enhance corrosion resistance for long-term outdoor operation. Produced under strict quality management systems, the 2 Doberman Aluminum Conductor Duplex Overhead Service Drop Cable meets utility and ASTM requirements, making it a trusted solution for modern overhead service connections where safety, durability, and consistent performance are essential.
3/0 Cherrystone Aluminum Conductor Triplex Overhead Service Cable
The 3/0 Cherrystone Triplex Aluminum Conductor Overhead Service Drop Cable is engineered for aerial power distribution applications. Designed with two insulated phase aluminum conductors and a bare ACSR (Aluminum Conductor Steel Reinforced) neutral messenger, it is ideal for delivering power from utility poles to residential and commercial service entrances. This cable supports up to 600 volts phase-to-phase, and is suitable for both polyethylene and XLPE (cross-linked polyethylene) insulation, offering reliable thermal and mechanical performance in harsh outdoor environments.
2 Chow Aluminum Conductor Duplex Overhead Service Drop Cable
2 Chow Aluminum Conductor Duplex Overhead Service Drop Cable is designed for dependable secondary overhead power distribution from utility lines to residential and light commercial service entrances. The duplex configuration consists of two stranded aluminum conductors, typically functioning as a phase conductor and a neutral messenger, providing both electrical transmission and mechanical support. The No. 2 Chow conductor size delivers balanced current-carrying capacity with controlled sag, making it suitable for short to medium service drop spans. Aluminum construction offers low weight, excellent corrosion resistance, and ease of installation in outdoor environments. Manufactured in accordance with ASTM and utility specifications, the 2 Chow Aluminum Conductor Duplex Overhead Service Drop Cable ensures uniform stranding, stable conductivity, and reliable long-term performance. It is widely used by utilities and contractors seeking a cost-effective, durable solution for overhead service drop applications.
FR-N20XA8E-AR 12/20kV Cable Gen to NF C 33-226 - AL/XLPE/MDPE
The NF C 33-226 AL-XLPE-MDPE 12/20(24)kV Cable is a high-quality medium voltage power cable designed for safe and efficient fixed installations. Constructed with a Class 2 stranded aluminum conductor, cross-linked polyethylene (XLPE) insulation, and a medium-density polyethylene (MDPE) outer sheath, it offers outstanding electrical performance, mechanical strength, and long service life. Complying with NF C 33-226, IEC 60502-2, and EN 60228 standards, this cable is ideal for industrial facilities, municipal networks, and commercial power supply systems. It provides superior resistance to water (AD7) and UV radiation (ISO 4892), while being halogen-free (IEC/EN 60754-1) for enhanced environmental and operational safety. With a rated voltage of 12/20 (24)kV and a maximum conductor operating temperature of 90°C, the AL-XLPE-MDPE construction ensures reliable, stable, and efficient power transmission in medium-voltage distribution networks.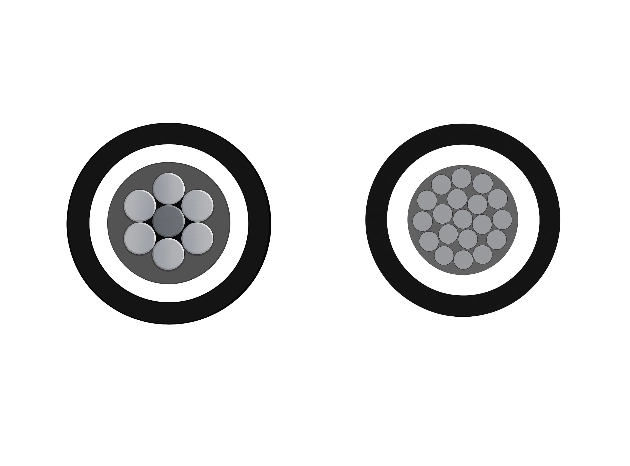
XLPE-HDPE Tree Cable Aluminum 25kV 1x240mm²
Deliver uninterrupted power with the XLPE-HDPE Tree Cable Aluminum 25kV 1x240mm² – a premium medium-voltage cable designed for high-demand overhead distribution networks. Perfect for industrial areas, large urban grids, and major interconnection lines, this cable supports very high current capacity while maintaining reliable performance over long distances. Constructed with high-conductivity aluminum alloy 1350 wires in round compacted class 2 stranding, it ensures exceptional current-carrying efficiency and mechanical durability. Optional extruded semiconductor shielding enhances electrical stability in 15kV and 25kV applications. Choose the XLPE-HDPE 25kV Tree Cable 1x240mm² for a long-lasting, low-maintenance, and high-performance power solution that ensures safe, stable, and efficient electricity transmission across your network.FAQ From Customers
-
What are the advantages of power cables and overhead lines?(1) Reliable operation, because it is installed in a hidden place such as underground, it is less damaged by external forces, has less chance of failure, and the power supply is safe, and it will not cause harm to people; (2) The maintenance workload is small and frequent inspections are not required; (3) No need to erect towers; (4) Help improve power factor.
-
Which aspects should be considered when choosing the cross section of a power cable?(1) The long-term allowable working current of the cable; (2) Thermal stability once short circuited; (3) The voltage drop on the line cannot exceed the allowable working range.
-
What are the measures for cable fire prevention?(1) Use flame-retardant cables; (2) Use fireproof cable tray; (3) Use fireproof paint; (4) Fire partition walls and fire baffles are installed at cable tunnels, mezzanine exits, etc.; (5) Overhead cables should avoid oil pipelines and explosion-proof doors, otherwise local pipes or heat insulation and fire prevention measures should be taken.
-
What should be paid attention to during the transportation and handling of cables?(1) During transportation, loading and unloading, cables and cable reels should not be damaged. It is strictly forbidden to push the cable reels directly from the vehicle. Generally, cables should not be transported and stored flat. (2) Before transporting or rolling the cable reel, ensure that the cable reel is firm, the cable is wound tightly, the oil pipe between the oil-filled cable and the pressure oil tank should be fixed without damage, the pressure oil tank should be firm, and the pressure indication should meet the requirements.
-
What inspections should be carried out for the acceptance of cable lines?(1) The cable specifications should meet the regulations, the arrangement should be neat, no damage, and the signs should be complete, correct and clear; (2) The fixed bending radius of the cable, the related distance and the wiring of the metal sheath of the single-core power cable should meet the requirements; (3) The cable terminal and the middle head should not leak oil, and the installation should be firm. The oil pressure of the oil-filled cable and the meter setting should meet the requirements; (4) Good grounding; (5) The color of the cable terminal is correct, and the metal parts such as the bracket are completely painted; (6) There should be no debris in the cable trench, tunnel, and bridge, and the cover should be complete.
Welcome your inquiry
Honesty, Integrity, Frugality, Activeness and Passion